North, I'll make some comments which I hope are constructive but surely aren't the last word in regard tool use.
First, I typically cut almost all sheet with a Bosch jigsaw now days. The reason is the control. I can control the cut best with the small blade which will do up to 1/2" with decent speed and great control. I use the aluminum blades, the circular blade path setting and spray the blade with generic frying pan spray on a four count... it works fine. I mark the cut line with both marker and scribe, and I use a halogen light facing me while I cut in order to make a reflection on the scribe which is in the black marker background. I wear glasses inside goggles and have UHMW tape on the saw base to slide better.
I have used a skill saw in the past for plural decades but, its more work, and I can make bigger mistakes, so crawling on sheet in my 60's with a hypoid saw is not as attractive as using the little jig saw (Bosch only).
Next about suppliers. Since we're close to the mills, relatively speaking, we usually don't have problems getting what we want so hearing about 'we can't get it' sound more like "we don't want to bother" than they can't get the material. But moving up to 3/16" should be checked against your overall design wt versus what will happen from this added hull wt?
I'm not saying the 1/8" is too hard to weld, but you should practive on that thickness for a while, if you don't have to make the buying decision soon. I don't think you will be as happy with decisions you make while 'boxed' in, as you will with decisions that are made after being fully informed. The thickness decision should be made after you find out there is no way to learn to run quality 1/8" beads, not because you're making assumptions that you won't get that skill up to speed? Thickness of the design and the alloy of choice should be paid respect that is only changed when you're fully informed, not when you think there 'could be' and obstacle.
So find the all up wt of the hull in the design, compare to your changes and find out what that does to the waterline, and how much the wt will be ABOVE the waterline..... since that will affect the roll stability a bit, and it important to consider. In other words, what are the factual implications of this design change? LIst them one against the other, pro- easier welding; con- more wt.; con-more cost; pro- fewer frames(?) if they're already made...? and so on... this will help make an informed choice.
Alloys, 5086 being more expensive is news to me... but then I've not used it for any boat I've built. I've used both 5086 and 5052 and using the softer '52 as and example when compared to '86 it was noticeably more flexible when finished with the same framing, so we went back into the '52 hull and added a few 'panel reducers' or external longitudinal rails in order to reduce the frame panel sizes left unsupported. So... if '83 were used, which is supposed to be noticeably stiffer than '86.. it implies you could reduce the hull longs and framing centers for the same stiffness of final framed and welded boat.
Since, I think ? you have the frame mostly complete the use of '83 implies you'd end up with a stiffer hull with higher overall strength since it is old enough that it was likely designed for 5052 hull sheeting? Therefore the use of 5083 alloy hull material on a frame designed for softer and weaker 5052 implies a much stiffer final product.
What are the draw backs? (First, all these remarks are to do with the forward 1/2 of the hull because in most planing hulls the stern sections are a reasonably parallel-edge prism shape and therefore easy to plate.) The stiffer plate may be more work to pull/clamp/form/conform to the framing in the bow as the 'orange peel' of the bottom panels are pulled to the frame; due to the high stiffness and greater bending resistance of the 5083 alloy. How much harder to pull in? I can't say but I will remark that 5086 is twice the effort that 5052 requires to pull the same shape together for tacking at the keel and chines. So if that is true, compare the '52, '86, and '83 tensile strength charts and see if you can come to some approximation of 'how much harder' this work will be?
The frame will help you in this work, since you can clamp from a sheet to the frame.
Since this is a first welded aluminum boat, I'd have to recommend that the long sheets be purchased to avoid transverse seams. They are not that hard to build, but for a couple hundred dollars you can avoid them completely by ordering the longer sheets. I don't want to appear confident of a new builder doing sheet butt seams, I'm just thinking you're facing enough learning curve as it is, the extra seam is just dollars; if you can afford them save the extra work.
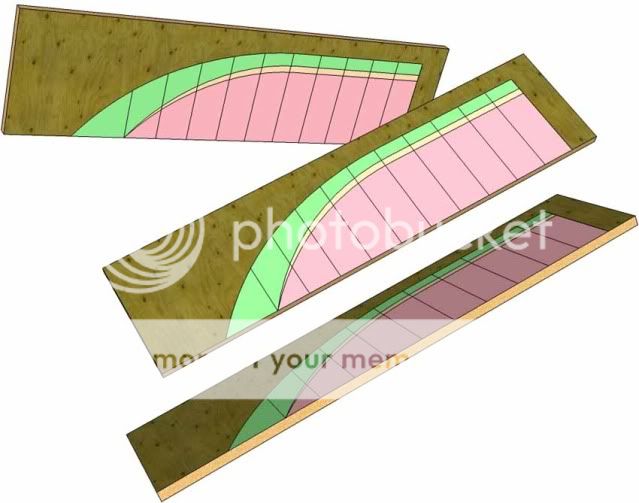
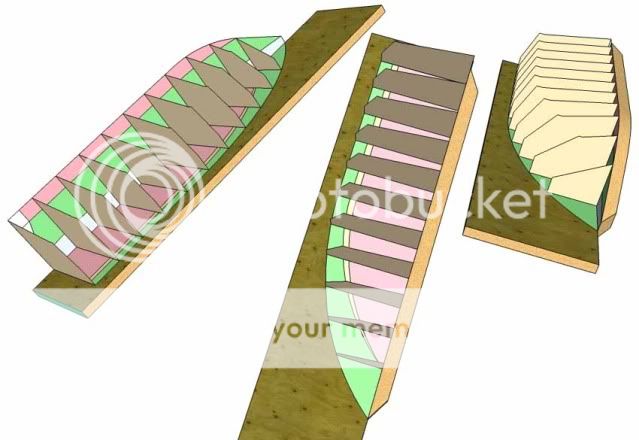
Do you have panel outlines? I'm not questioning the bottom panels being 3' x length sizes, just saying that topsides often have a fairly large curve forward and end up being the next width sheet (3' becomes 4' wide and 4' becomes 5' ) due to the bow spoon or flam of the topsides in the forward 1/3 of the hull.
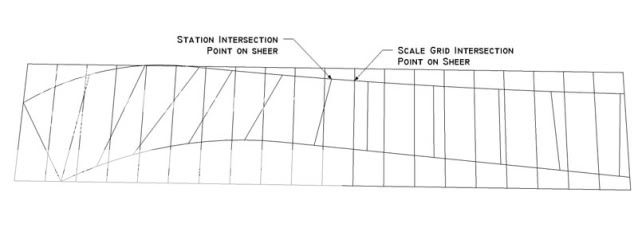
If the plans set did not provide hull panel outlines, how will you be developing those outline shapes or curves?
I can't quantify alloy hardness in any way that I can express in comparison regarding "notice for the savings"? too subjective for me to discuss in a first boat project.
Regarding sheet handling, I used to move sheet by hand when I had use of a crew of young men, but now I don't have either young men or a crew so... I made sheet handling equipment.


This is a steel pipe truss end leg(s) and a scrap short I beam cross bar so the chain fall's trolley can roll on the lower flange. They have allowed me to handle sheets by myself and with ease if I had one helper. Not a hard or expensive build (I know on threads like these we tend to spend
your money freely!) and the side trusses unbolt from the end plated I-beam so these can be broken down and stored. I could climb the trusses webbing pretty easily and get to rigging at the I-beam or add lifting hardware.
Balancing/lifting a sheet under this type of A frame allows it to be laid on horses to layout, batten and cut and fair, then to be placed on the inverted hull framing and kept in place while working to clamp the sheet onto the frame. These A frames would also roll the frame once plated, so these gantry frames have their uses. My old carcass simply won't do the work it did, so this is one of the tools I built to give me the
hands I need.
Hope to be of some help in your considerations for you continuing build?
Cheers,
Kevin Morin
Kenai, AK