Carl,
What does this system look like using 0.035" wire? The welds shown have excessive over spray- tiny droplets on the material surrounding the weld bead...that condition usually indicates the weld arc length is too long- so I'd want to increase the wire feed speed and shorten the arc length and stick out of the wire from the contact tip to the work.
Move the gas cup closer and try for narrow, smaller beads you show in the test plate. Also, mock up the T-fillets & weld some of them and any outside corner welds (in the hull's weld out) and show those welds- concentrating on the types of drag beads shown- narrow, hot, fast travel and not wide 'mushroom' headed beads that have sides which cold lap the welded parent metal. Beads should have flowing lines into the welds' ripples (not patterned welds) that show the heat of fusion was reached and the droplets in the arc transfer all flowed into the molten parent metal- not having overhanging or bulging sides.
In almost all continuous seam welding done in passes or 'lifts', there will be other welds tying into the welds put down in earlier passes. So the ends of the majority of welds can be 'wiped out' by the following technique.
When you're coming to the end of a weld, let go of the trigger of the gun/torch and at the same instant swing the torch tip very rapidly away from the weld- along the line of travel of the weld. This technique will leave a diminished weld puddle spread over 1 to 2 puddle widths of length but won't leave a crater. All the welds you're showing have a very pronounced crater at their ends and this is from holding still while stopping/ending the weld.
To avoid a crater (that has to be 'cut out') use the 'wipe out' technique where the arc is extinguished as it's wiped away from the weld's end. The goal is to reduce the prep work for the next pass to either start on a non-cratered area of the previous weld or tie-in/end at a non-cratered previous weld.
Cutting the starts (and stops if you don't 'wipe-out' the craters) can be done with either a meat axe type tool or a rotary carbide burr on a die grinder. Both methods will result in trimmed welds ready to weld for the next passes' tie in or start.


Above is a 3 blade meat-axe/widow maker/trim tool that is very safe and can be used with only two blades. I use the smallest Diablo brand blade with a 19-20mm mount hole and I welded the two extensions onto the original steel blade guard housing to insure this tool has a set of steel plates top and bottom that you can pivot the tool's blade on. Also they decrease the amount of circumference of the blades can reach metal. This tool will allow a very well controlled 'back chipping' of the inside penetration of any welds that need to be trimmed inside the hull- prior to back welding areas where the outside seams are already welded.
Because there are so many teeth in contact with the tacks, welds, boat's metal when trimming this meat-axe will actually ride safely on the work and never grabs the metal like some versions of this tool do.
All tacks, weld starts and weld ends if needed, should be dressed down before welding over, tying into or ending on as the sudden change in the thickness of the welded metal at a tack will 'chill' or prematurely freeze a MIG puddle so they have to be dressed correctly in order to get uniform quality welds.

image showing a tack dressed down to the actual holding material; ready to weld over.
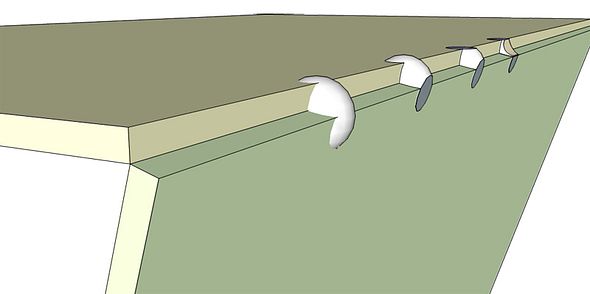
Sketch of a tack being dressed down ready to weld. The three operations ; flatten to side face, flat to top face, and finally, cup to reduce cross section are shown for this 'tack'. Same applies to T-fillet weld in order to get the volume of metal in the tack down to a minimum so when the weld (a continuous related rate of heat, filler, travel speed and freeze rate) comes by- the tack doesn't cause a cold spot or lack of fusion. In a T-fillet there's only a scooping cut no facing to adjacent parent metal as shown in this sketch.
Hope these further notes help your planning for the weld out?
Cheers,
Kevin Morin
Kenai, AK

